E-Glas-Roving für Spritzanwendungen



E-Glas-Roving für Spritzanwendungen
Das für das Spritzverfahren hergestellte Rovingsmaterial ist mit UP- und VE-Harzen kompatibel. Es zeichnet sich durch geringe statische Aufladung, hervorragende Dispergierbarkeit und gute Benetzung in Harzen aus.
Merkmale
●Geringe statische Aufladung
● Ausgezeichnete Dispersion
●Gute Benetzung mit Harzen

Anwendung
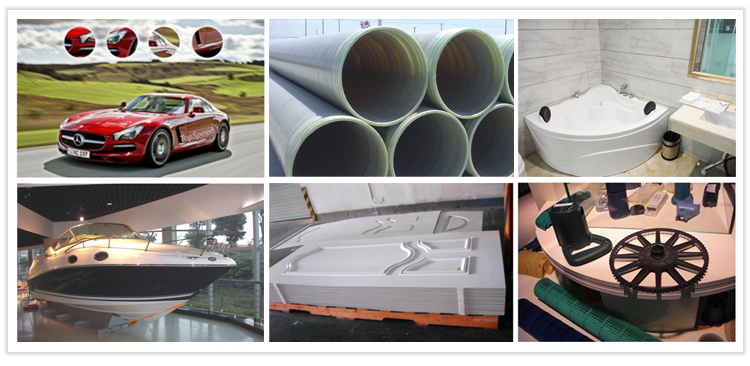
Es deckt ein breites Anwendungsgebiet ab: Badewannen, Bootsrümpfe aus GFK, verschiedene Rohre, Lagerbehälter und Kühltürme.
Produktliste
| Artikel | Lineare Dichte | Harzverträglichkeit | Merkmale | Endverwendung |
| BHSU-01A | 2400, 4800 | UP, VE | schnelles Benetzen, leichtes Ausrollen, optimale Verteilung | Badewanne, Stützkomponenten |
| BHSU-02A | 2400, 4800 | UP, VE | leichtes Ausrollen, kein Zurückfedern | Badezimmerausstattung, Yachtkomponenten |
| BHSU-03A | 2400, 4800 | UP, VE, PU | schnelle Benetzung, ausgezeichnete mechanische Eigenschaften und Wasserbeständigkeit | Badewanne, GFK-Bootsrumpf |
| BHSU-04A | 2400, 4800 | UP, VE | mäßige Geschwindigkeit bei Nässe | Schwimmbad, Badewanne |
| Identifikation | |
| Glasart | E |
| Zusammengesetztes Roving | R |
| Filamentdurchmesser, μm | 11, 12, 13 |
| Lineare Dichte, tex | 2400, 3000 |
| Technische Parameter | |||
| Lineare Dichte (%) | Feuchtigkeitsgehalt (%) | Größenanteil (%) | Steifigkeit (mm) |
| ISO 1889 | ISO 3344 | ISO 1887 | ISO 3375 |
| ±5 | ≤0,10 | 1,05±0,15 | 135±20 |
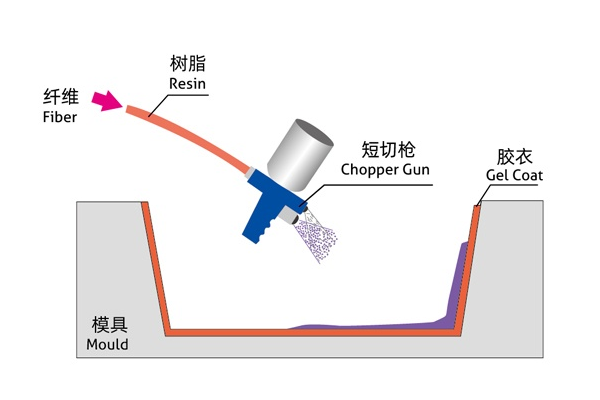
Sprühverfahren
Eine Form wird mit einem Gemisch aus katalysiertem Harz und geschnittenen Glasfaserrovings (Glasfaserfasern, die mit einer Spritzpistole auf die gewünschte Länge zugeschnitten werden) besprüht. Anschließend wird das Glasfaser-Harz-Gemisch, üblicherweise manuell, gut verdichtet, um eine vollständige Imprägnierung und Entlüftung zu gewährleisten. Nach dem Aushärten wird das fertige Verbundbauteil entformt.