E-Glas-Roving für Schleuderguss



E-Glas-Roving für Schleuderguss
Das für das Schleudergießen vorbereitete Rovingsmaterial ist mit einer Silan-basierten Schlichte beschichtet, die mit UP-Harz kompatibel ist und eine ausgezeichnete Zerkleinerungs- und Dispergierbarkeit, geringe statische Aufladung, schnelle Benetzung und hervorragende mechanische Eigenschaften der Verbundprodukte gewährleistet.
Merkmale
● Ausgezeichnete Zerkleinerungsfähigkeit und Dispersion
●Geringe statische Aufladung
●Schnell nass aus
● Hervorragende mechanische Eigenschaften der Verbundprodukte
Anwendung
Wird hauptsächlich zur Herstellung von HOBAS-Rohren verschiedener Spezifikationen verwendet und kann die Festigkeit von GFK-Rohren erheblich steigern.

Produktliste
| Artikel | Lineare Dichte | Harzverträglichkeit | Merkmale | Endverwendung |
| BHCC-01A | 2400, 4800 | UP | schnelles Benetzen, geringe Harzaufnahme | zentrifugal gegossenes Rohr |
| Identifikation | |
| Glasart | E |
| Zusammengesetztes Roving | R |
| Filamentdurchmesser, μm | 13 |
| Lineare Dichte, tex | 2400 |
| Technische Parameter | |||
| Lineare Dichte (%) | Feuchtigkeitsgehalt (%) | Größenanteil (%) | Steifigkeit (mm) |
| ISO 1889 | ISO 3344 | ISO 1887 | ISO 3375 |
| ±5 | ≤0,10 | 0,95±0,15 | 130±20 |
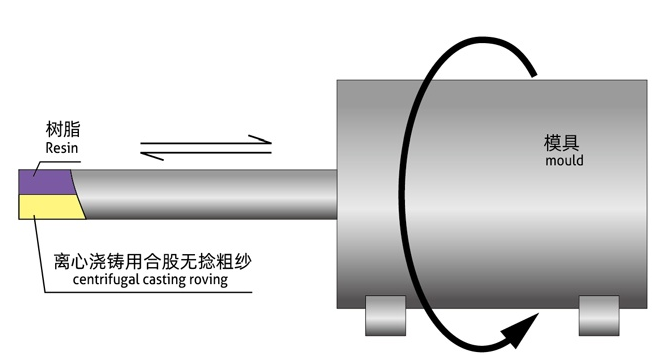
Zentrifugalgießverfahren
Die Rohstoffe, darunter Harz, Glasfaser-Verstärkungsfasern und Füllstoff, werden in einem bestimmten Verhältnis in eine rotierende Form eingefüllt. Durch die Zentrifugalkraft werden die Materialien unter Druck gegen die Formwand gepresst, wodurch der Verbundwerkstoff verdichtet und entlüftet wird. Nach dem Aushärten wird das Bauteil aus der Form entnommen.